Precise quality control leads to perfection!
Establish comprehensive quality management organization

Credible has a product and material testing laboratory, fully equipped with advanced laboratory facilities and instruments. We also have a quality management team with rich industry expertise and exceptional professional skills. Our core team members have obtained the Six Sigma Black Belt qualification certification, ensuring a high standard of quality control.
Every production line is staffed with dedicated inspectors conducting routine quality checks, and supplementary inspections are implemented during each work shift to ensure comprehensive and effective oversight of product quality.
The comprehensive quality management system encompasses all aspects of product quality, ranging from supplier assessment to the inspection of raw materials, from in-process controls during manufacturing to final product inspections, as well as all related microbiological monitoring.
A complete and rigorous quality management system
Since 2003, Credible has successively passed IS09001/13485/FDA certificates and other quality systems. We have built a well-established set of quality management systems, from raw material supplier management and materials to product delivery and consumer feedback.


Comprehensive and scientific quality inspection capability
Credible has established standardized physicochemical and microbiological testing laboratories to meet the needs of domestic and foreign customers.
-

Material Physicochemical Testing Ability
With the ability to test the raw materials basis weight, thickness, tensile strength, elongation, breathability, hydrostatic pressure resistance, whiteness, softness, abrasion performance, moisture tension, migratory fluorescent material, and so on.
With the ability to detect the initial viscosity of hot melt adhesive, peel adhesion under 180 degrees, fluorescence reaction, etc.
With the ability to test the packaging materials basis weight, thickness, tensile strength, color difference, color fastness, compressive strength, etc.
-

Product Physicochemical Testing Ability
With the ability to test the product thickness, sealing strength, peel adhesion, adhesive residue, intake, flow back, retention capacity, elastic tension and retraction, migratory fluorescent substance, etc. -
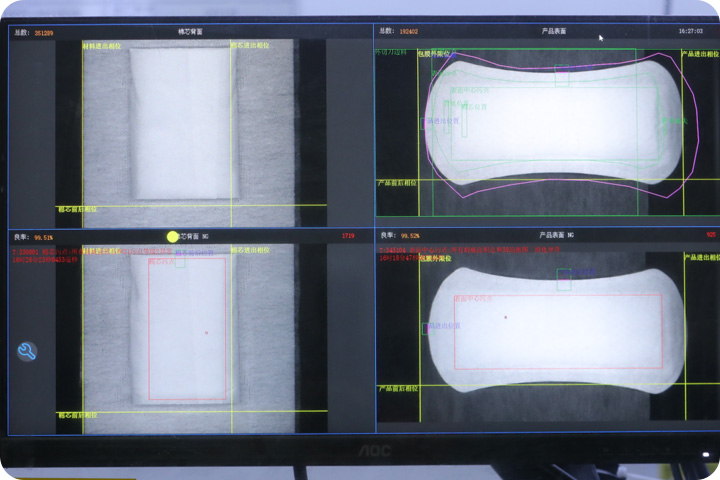
On-line Inspection Ability
Each line is equipped with a front and back vision detection system, which can detect and automatically eliminate foreign impurities larger than 0.5mm2.
Each line is equipped with two sets of metal detectors with detection accuracy (Fe Փ1.5 Non-Fe Փ2.0 SUS- Փ2.0).
Each line is equipped with two sets of automatic weighers, which can detect and automatically eliminate the case/bag/carton with fewer or more pieces.
-

Microbiological Test Ability
With the ability to test the total number of bacterial colonies and fungal colonies, staphylococcus aureus, hemolytic streptococcus, pseudomonas aeruginosa, escherichia coli, clostridium difficile, candida albicans, and other microorganisms.
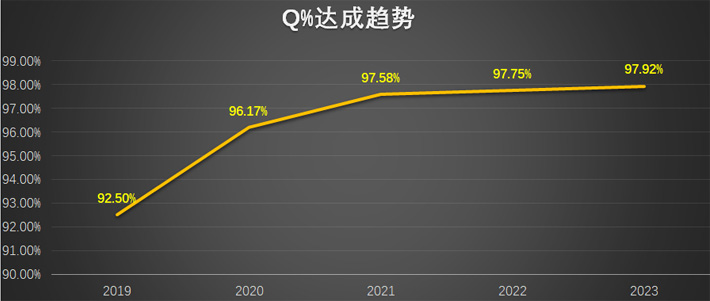
Accurate and efficient data analysis capabilities
Credible has successfully attained ISO9001, ISO1348 and FDA certification. With these credentials, we have developed a unique quality management framework. This system facilitates the real-time recording of data related to the production environment, pest control, microbial management, and the quality of materials. Additionally, it supports the real-time capture of manufacturing quality data for products.
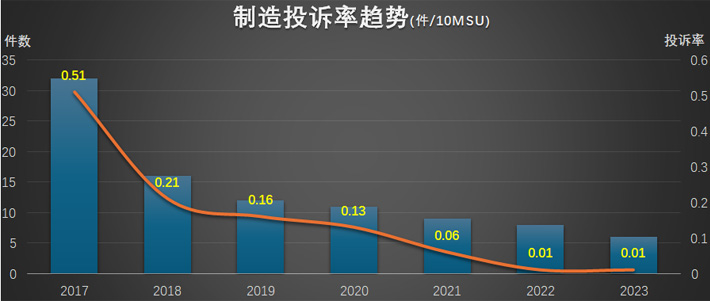
Rapid and effective continuous improvement capability
The system can automatically judge the compliance of input data, summarizing and analyzing information. It provides control over the quality dynamics in material and product manufacturing, allowing for the detection and oversight of the entire process. This enables the system to proactively prevent and rectify quality issues, guaranteeing sustained and consistent product quality.